Setzgerät für Blindnietmuttern und Blindnietbolzen BMS
|
| Produktfamilien-Verschlagwortung |
|---|
| |
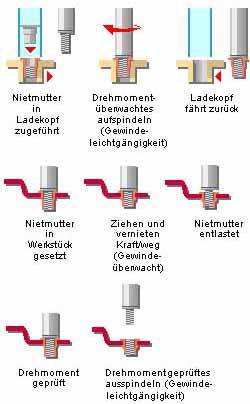
| Funktionsprinzip |
| Die Blindnietmuttern oder Blindnietbolzen werden als Schüttgut einer Zuführeinheit mit Vibrationswendelförderer aufgegeben und lagerichtig bereitgestellt. Die vereinzelte Blindnietmutter wird pneumatisch durch einen Förderschlauch in den Ladekopf des Setzgeräts transportiert. Dort fällt die Mutter in den Ladekopf, der unter das Ziehwerkzeug verschoben wird. Nun wird das Ziehwerkzeug, das sich in einer Stützhülse bewegt, auf den Blindniet abgesenkt. Dann beginnt der Aufspindelvorgang, bei dem das Ziehwerkzeug durch den Servomotor angetrieben rotiert und gleichzeitig durch den Schraubendreherhub als Vorschub nach unten gepresst wird, damit es sich in den Schaft der Blindnietmutter schraubt. Durch die Überwachung des Drehmoments wird zugleich die Leichtgängigkeit des Gewindes geprüft. Wenn die Einschraubtiefe und das Abschaltdrehmoment erreicht sind, stoppt die Dreh- und Vorschubbewegung des Ziehwerkzeugs. Anschließend wird der Ladekopf zur Seite gefahren. Zum anschließenden Nietprozess wird die auf das Ziehwerkzeug geschraubte Blindnietmutter abgesenkt, in die vorhandene Bohrung des Werkstücks gesetzt und der Nietkopf von der Stützhülse auf das Werkstück gepresst. Ein optionaler Suchlauf ermöglicht auch das Setzen von Nieten mit Sechskantprofil in die entsprechenden Sechskantlöcher. Der Setzkopf der Blindnietmutter wird von der Stützhülse fixiert und das Ziehwerkzeug mit Kraft-Weg-Überwachung in der Stützhülse nach oben gezogen. Dadurch wird der Schaft der Nietmutter gestaucht und ein Schließkopf geformt. Nachdem die Mutter vernietet ist, kann ein optionaler Drehmomenttest den Niet auf festen Sitz prüfen. Dazu wird der im Werkzeug verspannte Niet mit einem Drehmoment beaufschlagt und der Drehwinkel überprüft. Dann wird das Ziehwerkzeug in umgekehrter Richtung aus der Nietmutter herausgeschraubt und nach oben gefahren. Danach kann der nächste Fügezyklus beginnen. Falls bei einem der Arbeitsschritte z. B. der vorgegebene Setzweg bereits vor dem Erreichen der Einschraubtiefe überschritten wird oder in der Endposition nicht erreicht wird, gibt die Steuerung eine NIO-Meldung aus. |