Zylinderkopf Montagemaschinen für Ventilsitzringe und Ventilführungen
|
| Produktfamilien-Verschlagwortung |
|---|
| |
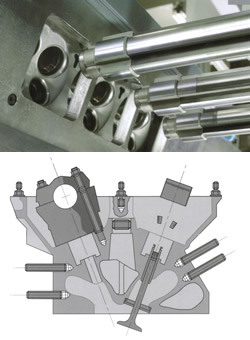
| Funktionsprinzip |
| Zur Montage von Ventilsitzringen und Ventilführungen wird das Zylinderkopfgehäuse z. B. mit einem Werkstückträgertransfersystem zum flexiblen Montagemodul gefördert, von einem Roboter übernommen, auf den Montagetisch geladen und dort in einer Werkstückhalterung fixiert. Die Positionierung des Werkstücks erfolgt mit Hilfe von vier NC-Achsen, mit denen der Montagetisch verfahren werden kann. Die Zuführung der Ventilsitzringe und -führungen ist mit einer Prüfung von Lage und Länge oder Durchmesser kombiniert. Ein weiterer möglicher Prozessschritt ist das Herunterkühlen der Ringe und Führungen in einem Stickstoffbad, wodurch sich die Bauteile durch die Kälte zusammenziehen und so mit einem geringen Untermaß in Bohrungen eingesetzt werden können. Beim Aufwärmen auf Normaltemperatur dehnen sich die Bauteile wieder auf das normale Maß aus, sodass ein Presssitz entsteht. Das Fügen durch Einpressen erfolgt anwendungsspezifisch mit bis zu sechs hydraulischen oder elektrischen Einpresseinheiten mit Kraft-Weg-Überwachung. In einem Werkzeugmagazin können bis zu zwölf verschiedene Einpresswerkzeuge vorgehalten werden, die automatisch wechselbar sind. Als weiterer Prozessschritt ist das Beölen der Zylinderkopfbohrungen möglich. Für die Montage großer Stückzahlen ist durch die Verkettung mehrer Montagemodule der Aufbau eines redundanten Montagesystems mit kurzen Taktzeiten möglich. |