System zur Gefügecharakterisierung MikroMach
|
| Produktfamilien-Verschlagwortung |
|---|
| |
| Funktionsprinzip |
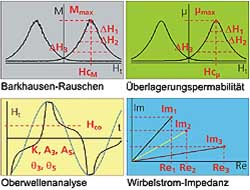
| Das System nutzt den Effekt, dass sich die Magnetisierungshysterese mit der Gefügezusammensetzung und bei Eigenspannungen des Werkstoffs verändert. Prinzipiell wird der Prüfling mit magnetischen Wechselfeldern einstellbarer Amplitude in bis zu 8 Frequenzen gleichzeitig beaufschlagt. Diese sogenannte Multiparametermessung basiert auf der Erfassung von bis zu 40 Eingangsgrößen von bis zu vier parallel ablaufenden Messverfahren. Mit der Mehrfrequenz-Barkhausenrauschanalyse werden die Rauschamplitude im Magnetfeld-Nulldurchgang sowie die Breite der Rauschsignalkurve gemessen. Die Mehrfrequenz-Überlagerungspermeabilitätsmessung misst die größte inkrementelle Permeabilität sowie die Breite des Verlaufs der inkrementellen Permeabilität. Bei der Oberwellenanalyse wird die Magnetfeldstärke mit einer Hallsonde gemessen. Der Sinusverlauf des eingeprägten elektrischen Wechselfeldes wird durch die magnetische Hysterese verzerrt. Die Messung der Amplituden und Oberwellen entspricht der Messung des Klirrfaktors. Bei der Mehrfrequenz-Wirbelstromimpedanzmessung wird für jede Frequenz der Imaginäranteil und der Realanteil der Impedanz gemessen. Durch die Verknüpfung und Auswertung dieser Messergebnisse können schließlich die Eigenschaften des Gefüges bestimmt werden. Die Parametrierung und Kalibrierung des Prüfsystems wird werkseitig vorgenommen. Dafür werden von einem Muster unter Produktionsbedingungen jeweils bis zu 40 unterschiedliche Eingangsdaten pro Messung erfasst. Anschließend wird das Muster zerschnitten und dessen Gefüge geprüft. Die Ergebnisse der zerstörenden Prüfung werden mit den erfassten Messdaten verglichen. Über eine Regressionsanalyse lässt sich die Transformationsmatrix berechnen, welche die bis zu 40 Messwerte der Prüfverfahren in die zu ermittelnden typischerweise 1-5 Zielwerte umrechnet. Durchschnittlich müssen für das Einlernen ca. 40-100 Musterbauteile gemessen und anschließend zerstörend geprüft werden. Im späteren Betrieb ist zusätzlich eine regelmäßige Nachkalibrierung erforderlich. |