Universelle Röntgenkabine Y.MU 2000-D
|
| Produktfamilien-Verschlagwortung |
|---|
| |
| Funktionsprinzip |
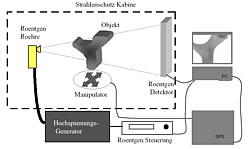
| Elektromagnetische Strahlung entsteht unter anderem dadurch, dass Elektronen auf den äußeren Schalen der Atome durch Erhitzen auf eine höhere Energieschale gebracht werden. Beim Zurückspringen auf das ursprüngliche Energieniveau geben sie die gewonnene Energie in Form von sichtbarem Licht oder Wärmestrahlung wieder ab. Dieses passiert z.B. im sichtbaren Spektrum bei der Erhitzung der Glühwendel einer Glühbirne. Etwas Vergleichbares geschieht in der Röntgenröhre. Hier werden Elektronen durch Glühemission aus der Kathode ausgelöst und zwischen Kathode und Anode beschleunigt. Beim Auftreffen der mit hoher kinetischer Energie versehenen Elektronen auf der Anode entstehen zwei Typen von Röntgenstrahlung. Durch die Verzögerung der Elektronen aufgrund des elektrischen Feldes vom Anodenatomkern strahlt das Elektron die freiwerdende kinetische Energie als Photon ab und erzeugt damit die hochenergetische "Bremsstrahlung". Der zweite Strahlungsbestandteil ist die "Eigenstrahlung", diese wird durch das Herausschlagen von Elektronen aus den atomkernnahen Schalen erzeugt. Das fehlende Elektron wird durch ein Elektron der weiter außen gelegenen Schale ersetzt. Bei diesem Prozess wird jeweils die Differenzenergie zwischen der äußeren und der inneren Schale als ein Photon genau definierter Wellenlänge und Energie frei. Für die Durchstrahlungsprüfung ist ausschließlich die hochenergetische Bremsstrahlung von Interesse. Jedes durchstrahlte Material schwächt die Röntgenstrahlung abhängig vom werkstoffspezifischen Schwächungskoeffizienten ab. Dieser Schwächungskoeffizient ist in hohem Maße von der Materialdichte abhängig. Dadurch erscheinen auf dem Röntgenbild z. B. Lufteinschlüsse als Signalerhöhung und Schlacke- bzw. Schwermetalleinschlüsse als Signalunterdrückungen. Somit können Fehler wie Einschlüsse, Lunker, Poren, Auflockerungen und in Durchstrahlrichtung liegende Risse auf dem Röntgenbild sichtbar gemacht werden. Identisch verhält sich die Überprüfung von verschlossenen und eingegossenen Baugruppen auf Montagefehler oder Vollständigkeit. Details wie Leitungslitzen, Anschlüsse, Sprengpulver in Airbagkapseln sowie Bauteile wie Wiederstände, Schalter, und Schrauben heben sich durch die Materialanhäufung oder Dichteunterschiede vom Hintergrund ab. Zur Prüfung werden die Werkstücke manuell auf dem Objektträger in der Strahlenschutzkabine positioniert. Durch die Manipulation des Werkstückes und des U-Bogens, an dem die Röntgenröhre und der gegenüberliegende Bildverstärker montiert sind, werden die Prüfstellen abgescannt. Mittels eines Röntgenbildverstärkers werden die Röntgenstrahlen für eine CCD-Kamera sichtbar gemacht und von dieser zur Qualitätsbeurteilung an den Operator-Bildschirm oder das auswertende Bildverarbeitungssystem übermittelt. |