Einpress-System 824 OneTouch®
|
| Produktfamilien-Verschlagwortung |
|---|
| |
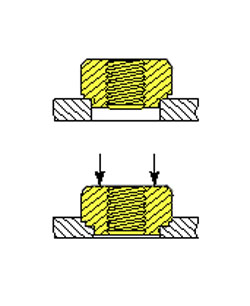
| Funktionsprinzip |
| Zum Fügen von Einpressbefestigern ist eine Bohrung zur Aufnahme erforderlich. Wenn das Werkzeug und der Einpressbefestiger in der Achse der Bohrung des Werkstücks sind, beginnt der Pressenhub. Mit dem Stempel wird der Befestiger in das Loch gepresst, ohne verformt zu werden. Durch das Eindrücken einer ringförmigen Schaftverbreiterung verdrängen die Einpressbefestiger den Werkstoff des Blechwerkstücks an der Bohrung, so dass er in die Hinterschneidungen fließt. Durch eine Verzahnung wird zugleich eine Verdrehsicherung erzielt. So entsteht durch Kaltverformung eine formschlüssige dauerhafte Verbindung. Ein anderes Verfahren ist das Setzen von Stanznieten, die sich das nötige Loch selbst ausstanzen und keine Bohrung erfordern. Die Einpressbefestiger werden den jeweiligen Vibrationswendelförderern aufgegeben, vereinzelt und dem zugeordneten Werkzeug am Einpresskopf über einen Rutsche und Schläuche lagerichtig von oben zugeführt und seitlich in die Führung des Pressstempels eingeschoben. Die vier wechselbaren Werkzeuge mit den werkstückspezifischen Pressstempeln sind in einer gemeinsamen Halterung zusammengefasst, die horizontal verfahrbar ist und mit der das jeweils benötigte Werkzeug in die Achse zwischen Pressstößel und Matrize positioniert wird. |