Kundenspezifische Schraubanlagen
|
| Produktfamilien-Verschlagwortung |
|---|
| |
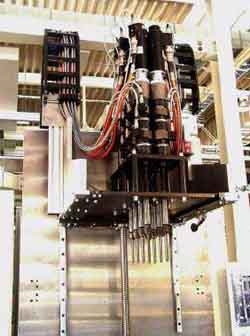
| Funktionsprinzip |
| Das Bauteil wird der Schraubstation auf Werkstückträgern zugeführt und in der Montageposition gestoppt. Die Zahl der eingesetzten Schraubspindeln hängt von der geforderten Taktzeit sowie von der Zahl, Position und Entfernung der Schraubstellen untereinander ab. Die Zuführung der Muttern oder Schrauben ab M8 erfolgt separat. Eine erste Möglichkeit ist der Einsatz einer einzigen Schraubspindel, mit denen der Schrauber durch Handhabungen wie zweiachsige Linearsysteme, XYZ-Portalachsensysteme oder Vertikal-Knickarmroboter nacheinander zu allen Schraubstellen gefahren und in den erforderlichen Winkeln und Abständen zum Werkstück positioniert wird. Durch einen automatisierten Wechsel der Stecknüsse ist eine Anpassung an unterschiedliche Schraubengrößen möglich. Als zweite Möglichkeit kann für jede einzelne Schraubstelle eine Spindel eingesetzt werden, die mit einer eigenen Handhabung z. B. durch eine Linearachse an die Schraubstelle herangefahren wird. Die Spindeln können auch zu Doppel- oder Mehrfachschraubern zusammengefasst sein. Alle Schrauber sind mit Drehmoment- und Drehwinkel-Messwertgebern ausgestattet und werden über die Steuerung überwacht. Wenn bei einem Schraubzyklus das zulässige Drehmoment sowie der vorgegebene Drehwinkel nicht erreicht werden oder in der vorgegeben Zeit keine Verschraubung durchgeführt werden kann, erfolgt z. B. eine Warnmeldung und eine NIO-Bewertung. |