Prüfzellen für Stanzteile VIDEOcheck KVC 621
|
| Produktfamilien-Verschlagwortung |
|---|
| |
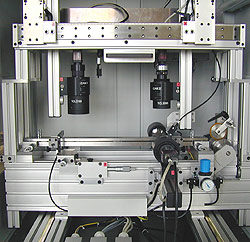
| Funktionsprinzip |
| Zur Prüfung wird das Stanzband aus der Umspulstation, Presse oder Spritzgussmaschine übernommen. Dabei bildet das Band bedingt durch die Schwerkraft eine Schleife. Der optische Schlaufensensor misst den Durchhang des Bandes und steuert damit den Bandantrieb der Prüfzelle. In der Prüfzelle wird das Stanzmaterial kontinuierlich an der Kameraanordnung vorbeigeführt und die einzelne Prüfung der aneinanderhängenden Stanzteile mittels einer Laser-Triggerlichtschranke ausgelöst. Der jeweiligen Kamera ist ein asynchroner Infrarotblitz (oder auch anderer Wellenlängen) zugeordnet, der zeitgleich mit dem CCD-Matrixsensor der Kamera ausgelöst wird und die für eine Aufnahme notwendigen Belichtungsverhältnisse erzeugt. Die 4-60 Mikrosekunden dauernde Beleuchtung vermeidet durch die extrem kurze Belichtung Bewegungsunschärfe. Das erfasste Bild wird anschließend zur Lokalisierung der Kanten oder zur Beurteilung der Produktoberfläche verwendet. Ein im Durchlicht aufgenommenes Stanzteil erscheint als dunkle Fläche. Aus der erhaltenen Konturansicht werden die Geometriemaße in Pixel ermittelt und durch die Bildverarbeitungssoftware in absolute Abmessungen übersetzt. Die einzelnen Maße und Geometriekriterien werden mit Toleranzen belegt und bei Überschreitung der Fehler dem merkmalsbezogenen Fehlerspeicher zugeordnet. Nach der Fehlererkennung kann das System individuell parametrisiert werden. Neben dem Stoppen der Produktionsmaschine ist auch das Austrennen oder Markieren von Schlechtteilen in der Linie ohne Unterbrechung möglich. Erst nach dem Erreichen einer voreingestellten Anzahl von Fehlerwiederholungen wird ein Stoppsignal an die Presse weitergegeben. |