Schnelltaktendes Linearmontagesystem LS280
|
| Produktfamilien-Verschlagwortung |
|---|
| |
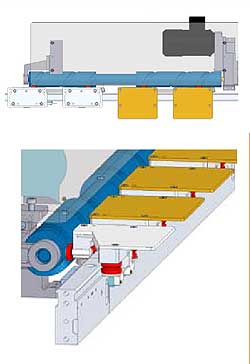
| Funktionsprinzip |
| Die grundsätzlich paarweise gekuppelten Werkstückträger des Lineartransfersystems LS werden von vier Profillaufrollen geführt, die seitlich in eine Laufschiene eingreifen. In der Einzugsstation wird eine seitlich am Werkstückträger angebrachte Mitnehmerrolle von der Kurve des Walzenförderers erfasst und ruck- und stoßfrei eingezogen. Durch die Kurve ist der Werkstückträger über die Mitnehmerrolle zwangsgeführt. Der Walzenförderer bewegt alle Werkstückträger synchron und stoppt sie in den Bearbeitungspositionen, wo sie mit einer Positioniergenauigkeit in XY-Richtung von +/-0,03 mm fixiert sind. Nach der Bearbeitung wird der Werkstückträger in ca. 0,5 s mit 140 mm Hub, ca. 0,6 s mit 280 mm Hub oder 1,2 s mit 560 mm Hub ruck- und stoßfrei zur nächsten Bearbeitungsstation weitergefördert. Herkömmliche Transfersysteme benötigen durch die Schritte Transportieren, Stoppen, Anheben und Indexieren des Werkstückträgers deutlich höhere Transportzeiten. Die Werkstückträger werden im Bereich der Bandstrecken durch Reibschluss von einem Transportband mitgenommen und mit bis zu 41 m/min gefördert. Die Auslaufbänder nach den Einzugsstationen laufen mit konstant hoher Geschwindigkeit, die Bänder vor den Einzugsstationen haben eine Geschwindigkeitsregelung. Die Werkstückträger können in den Bandstrecken auch gestoppt und gepuffert werden. Im Bereich der Eckumlenkungen wird der Gleitschuh von einer Mitnehmerscheibe aufgenommen, die für den Vortrieb sorgt. |