Anlagen zum Induktionslöten
|
| Produktfamilien-Verschlagwortung |
|---|
| |
| Funktionsprinzip |
|
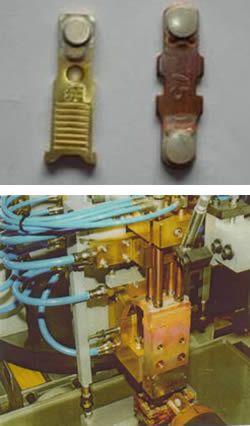
Die Fügeteile zum induktiven Hartlöten werden manuell oder automatisch zugeführt und in der Fügeposition fixiert. Von einer Handhabung wird die Induktionsschleife so positioniert, dass die Fügeteile umschlossen werden. Das Lot wird der Lötstelle z. B. als Paste, Band oder Draht zugeführt. In der Nähe der Lötstelle dürfen sich keine empfindlichen elektronischen Bauteile befinden, die durch induzierte Ströme und Wärmestrahlungen beschädigt werden können. Die Lötstelle wird nun mit einem hochfrequenten Wechselstrom beaufschlagt und ein elektromagnetisches Wechselfeld erzeugt. Dieses Wechselfeld induziert eine Spannung in den Fügeteilen, die wiederum einen Wechselstrom erzeugt und eine Erwärmung der stromdurchflossenen Oberfläche bewirkt, wodurch die zuvor aufgetragenen Lote aufschmilzen. Im Betrieb ist eine Kühlung der Induktionspule erforderlich. Zusätzlich ist die Überwachung der Lötstellentemperatur durch ein berührungsfreies Temperaturmesssystem wie z. B. mit einem Infrarotsenor möglich. Danach wird die Spule abgeschaltet und zurückgezogen. Für das Fügen mittels Induktions-Hartlöten sprechen eine Vielzahl von Vorteilen: - Es entsteht kein nennenswerter Materialverzug durch ungleichmäßigen Wärmeeintrag - Herstellung einer formschlüssigen und vakuumdichten Verbindung - Verbinden von unterschiedlichen Metallpaarungen ist möglich - Thermisches Fügen von FE- und Buntmetallen - Kein Auftrag von Schweißnähten |